滾刀 精密制造與高效切削的核心工具

在制造業的眾多切削工具中,滾刀(Hob)作為一種高效、精密的齒輪加工刀具,扮演著不可或缺的角色。它廣泛應用于汽車、航空航天、重型機械及精密儀器等行業,是批量生產漸開線齒輪、花鍵、鏈輪等復雜廓形零件的關鍵裝備。
一、 滾刀的核心定義與工作原理
滾刀本質上是一種展成法加工刀具,其外形類似于蝸桿,沿軸向或螺旋線開有若干條容屑槽,形成切削刃。在加工時,滾刀與工件(齒輪毛坯)按確定的速比旋轉,模擬一對交錯軸螺旋齒輪的嚙合過程。滾刀的切削刃在此相對運動中,連續地包絡出工件的齒廓,從而實現高效、高精度的齒形加工。這種連續切削的特性,使其生產效率遠高于單齒成形的銑刀或插齒刀。
二、 主要類型與特點
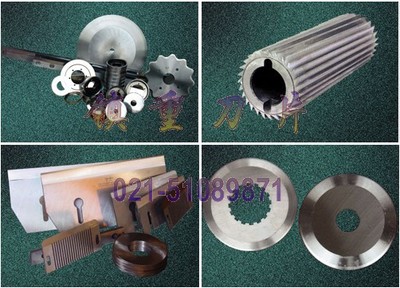
根據結構和應用,滾刀主要分為以下幾類:
- 整體滾刀:由高速鋼(HSS)或粉末冶金高速鋼制成,結構堅固,通用性強,是中低速切削和中小批量生產的常用選擇。
- 鑲片滾刀:刀齒部分采用硬質合金等高性能材料,刀體為合金結構鋼。它兼顧了經濟性與高性能,適用于中高速切削,耐用度顯著提高。
- 硬質合金整體滾刀:全部由硬質合金制成,具有極高的硬度、耐磨性和熱穩定性,專為高速干式切削設計,能極大提升加工效率與刀具壽命,尤其適合汽車齒輪的大規模生產。
- 涂層滾刀:在刀具表面涂覆TiN、TiAlN、AlCrN等耐磨涂層,能有效降低摩擦系數,提高抗粘附性和耐熱性,使切削性能全面提升。
三、 關鍵性能參數與選型要點
選擇滾刀時,需重點關注以下參數:
- 模數/徑節:必須與待加工齒輪的模數(公制)或徑節(英制)精確匹配。
- 壓力角:通常為20°,需與齒輪設計壓力角一致。
- 頭數與旋向:單頭滾刀應用最廣;多頭滾刀可提高效率但精度稍低。旋向(左旋或右旋)需根據機床螺旋角與進給方向合理選擇。
- 精度等級:根據齒輪的精度要求(如國標GB/T 6084,德標DIN3968)選擇AA、A、B、C等不同制造精度的滾刀。
- 內孔直徑:需與滾齒機的主軸規格相符。
四、 應用優勢與趨勢
滾刀加工的核心優勢在于其高效率、高精度和良好的經濟性,特別適合圓柱齒輪的批量生產。隨著制造業向智能化、綠色化發展,滾刀技術也呈現出新趨勢:
- 高速干切技術:采用硬質合金滾刀配合微量潤滑或無潤滑切削,大幅提升效率并減少污染。
- 智能化與數字化:刀具配備RFID芯片,實時監控切削狀態與壽命,實現預測性維護。
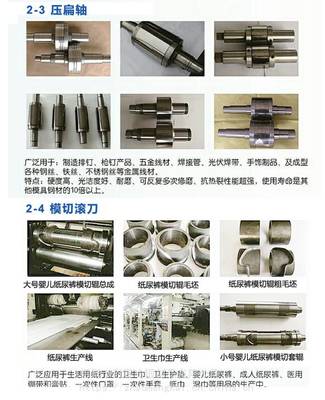
- 定制化設計:針對新能源汽車減速器齒輪、風電大型齒輪等特殊需求,開發專用廓形與材料的滾刀。
五、 使用與維護建議
為確保加工質量與刀具壽命,應遵循:
- 正確安裝:確保滾刀在機床上安裝牢固,徑向和軸向跳動在允許范圍內。
- 優化切削參數:根據工件材料、硬度及刀具類型,合理選擇切削速度、進給量和切削深度。
- 及時刃磨:定期檢查切削刃磨損情況,使用專用滾刀磨床進行重磨,恢復其幾何精度。
- 妥善保管:涂防銹油,存放于干燥、無震動的刀具庫中,避免磕碰。
滾刀作為齒輪制造領域的“利刃”,其技術水平直接決定了齒輪產品的質量與生產成本。深入了解其原理、合理選型并科學使用,是提升制造能力與競爭力的關鍵一環。